
Feine Handarbeiten bei der Werkstatten.
堅実な設計者が信頼を寄せる、繊細な手仕事を残すファクトリー

——再びグラスヒュッテに高級時計産業が芽吹いた日。この冊子の序文に掲げたタイトルには、ふたつの意味を含ませている。ひとつは言うまでもなく、1990年に行われたVEB(東ドイツの人民公社)の解体と、そこから始まる新生ドイツブランドの百花繚乱である。
そしてもうひとつは、2008年に会社登記され、10年9月に鮮烈なデビューを飾った新生モリッツ・グロスマンを指す。GUBの民営化からモリッツ・グロスマンの再デビューまで20年。本当の意味での“伝統的な手仕事”が、グラスヒュッテに復活するまでには、実にこれだけの時間が必要だったのだ。
旧体制下の国営工房だったGUB。東西ドイツの再統合を経て再生したグラスヒュッテ高級時計産業の旗手となったA.ランゲ&ゾーネ。そして職人の手仕事を至高とする企業理念を掲げ、21世紀を迎えて新生を果たしたモリッツ・グロスマン。これら3つの異なる時代と場所で腕を振るってきたイェンス・シュナイダー氏の根底にある、“手を動かすこと”に対する真摯な姿勢はいささかも変わることがない。その温厚な人柄と堅実な設計手腕、歴史的な技術への深い造詣をもってすれば、スイス・ジュウ渓谷の独立時計師フィリップ・デュフォーや、IWCに生涯を捧げたクルト・クラウスのようなアイドルになることもできようが、そうした受け取られ方に最も戸惑いを覚えるのも、実は彼自身に違いない。
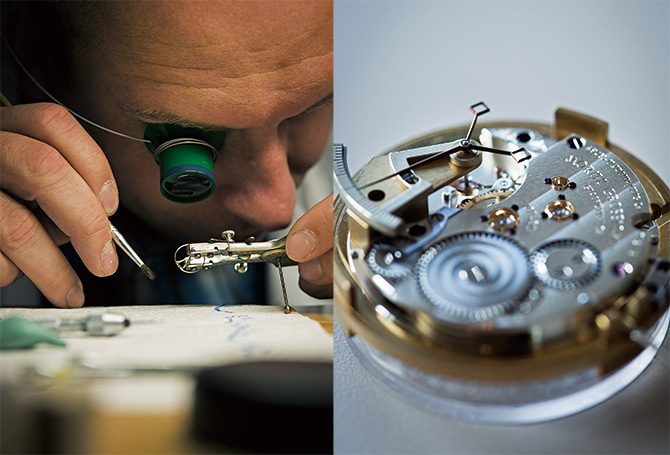
堅牢さを好むシュナイダー氏のムーブメント設計で忘れてならないのは、人の手が介在する余地を多く残すという点だ。驚くべき工作精度を持ったパーツをただ組み上げるだけで、一定の品質を保つことが“最新のムーブメント設計”だとするならば、シュナイダー氏が言うところの“堅実さ”は、明らかに時代に逆行している。しかし新生モリッツ・グロスマンが求めた理想とは、熟達した職人の手仕事を前提とした、造形の冴えと凄みにこそあった。
例えば19世紀中頃の懐中時計を彷彿とさせるピラーストラクチャー。切削技術が未熟だった時代に、輪列を収めるスペースを捻出するために多用されたこの手法は、“懐古趣味”という以外、21世紀の設計に用いる理由は何もない。しかしシュナイダー氏は、古式ゆかしいこの構造を“整備性を高めるため”に採用したという。時計師がムーブメントを横から覗き込んだ際に、問題を発見しやすいように。逆に言えば、時計師が縦アガキを厳密に調整することを大前提として、アガキが見やすい設計を盛り込んでいるのである。自社の時計師の腕前をよほど信用していなければ、簡単に採用できる構造ではない。
シュナイダー氏の基本設計は、それを調整する時計師の腕次第で、玉にも石にも変わってしまう。その全幅の信頼に応える工房が、現在のモリッツ・グロスマンの中枢である。エボーシュの製造にこそ、最新のCNCマシンを使うが、その卓抜した仕上げを支えているのは、すべて職人の手仕事なのだ。
ドイツの高級時計らしく、地板と2/3プレートの素材はジャーマンシルバー製。地板はガラスパールを低圧で吹き付けるブラスト仕上げ、2/3プレートには、独語でバントシュリフと呼ぶストライプ仕上げが施される。新作の“ピュア・シリーズ”で全面的に用いられることになったマイクロブラスト仕上げは、19世紀のグラスヒュッテで作られたオールドピースでは、特にスタンダードな装飾技法に数えられる。しかし部品として扱うには、別の意味で熟達した技も必要になってくる。スイスでは地板にペルラージュを細かく打つことが高級機の証しとされるが、ある時計師に言わせれば、ペルラージュがあることによる“キズ隠し”の効果も高いという。
逆にモリッツ・グロスマンのバントシュリフは、他のジャーマンウォッチに比べてもかなり幅広だ。ハンドエングレービングされるロゴとのバランスを考慮して、基幹機であるCal.100系の場合で4本仕上げとされているが、これがなかなかに難しい。ストライプ仕上げは、隣り合う列との境界に段差を設けることで光の反射効果を生み出すが、段差が強すぎれば、却って雑な印象を与えてしまう。モリッツ・グロスマンの2/3プレートが持つしっとりとした質感は、刃の回転速度を落とし、ゆっくりとしたスピードで浅く彫ることで生み出されている。これは角穴車に施されるゾネンシュリフ(3段のサンバースト装飾)も同様だ。こちらは角穴車とブロンズ製のパッドを逆方向に回転させながら押し当てることで筋目を付けるのだが、そのスピードも非常にゆっくりとしたものだ。こうしたゆったりとした時間の流れ方は、この工房全体に共通する感覚であり、その独特な空気感が自分の仕事にじっくりと向き合うことを許している。
なおグラスヒュッテの伝統的な時計作りとは、一般にはムーブメントメイキングを指し、それはモリッツ・グロスマンでも変わらない。ケースは出自がジュエラーというスイスの高級メーカーが受け持ち、ダイアルもスイス製だ。しかし現行のあらゆる高級時計と比較しても、間違いなく最高品質と言える針だけは、この工房内で手作りされている。これは繊細な手仕事を多く残すこの工房の中でも、ハイライトのひとつと言えよう。(鈴木裕之)




