
QCに重点を置く開発製造の最前線
約7年の開発期間を経て、ついに完成したオーデマ ピゲの新基幹ムーブメント。3針自動巻きの「Cal.4302」と、バイプロダクトとなる一体型クロノグラフ「Cal.4401」が同時進行で開発されてきた。ムービングプロトタイプの完成は約2年前。そこから設計に微調整を加え、インダストリアリゼーションの過程を終えて、ル・ブラッシュの本社工房に設けられた専用ラインでは、生産に拍車がかかっている。組み立て調整の簡便さと、QCの徹底を主眼に置いた、新ムーブメントの実態を見てみよう。
New Movement & Factory





超ロングタームの開発期間を経て、ついに完成に至ったコード11.59。その中で最も多くの時間を要したのは言うまでもなく、搭載されるニュームーブメントである。オーデマ ピゲのムーブメント開発と言えば、超複雑系ムーブメントを専門に手掛けるル・ロックルの「オーデマ ピゲ ルノー・エ・パピ」(以下APRP)がよく知られているが、今回の舞台となったのはル・ブラッシュにある本社工房。2003年から熟成改良を重ねてきたキャリバー3120に代わる新基幹ムーブメント「キャリバー4302」と、数千個といった単位で生産されるマスプロダクトムーブメントとしては同社初となる、一体型クロノグラフの「キャリバー4401」が同時に開発されたのである。3針自動巻きの4302は、新しいロイヤル オークにも搭載されるが、クロノグラフの4401は、現在のところコード11.59が搭載するのみ。ふたつの新ムーブメントは、基本的な輪列設計や巻き上げ機構を共有するバイプロダクトキャリバーである。

両機の基礎設計が始まったのは12年10月。その当時、ル・ブラッシュでムーブメント開発責任者の要職にあったのは、日本人時計師の浜口尚大(現ヴォーシェ・マニュファクチュール・フルリエ)だった。浜口は同年12月にはヴォーシェに移籍しているため、開発の初期段階に携わったのみと思われるが、基礎設計のブループリントが定まる時点では間違いなく管理側の立場にあった。設計の勘ドコロは、たとえパーツ数が多く高コストになったとしても、調整作業が必要となる箇所をできるだけ少なくして、製造の各段階で適切なクォリティを担保すること。それが端的に現れているのが、4401のリセットメカニズムだ。
12時間積算計、秒積算計、30分積算計を一直線に並べる4401では、極端なことを言えば、一枚板のリセットハンマーをひとつ設ければ事足りる。しかし4401では、ひとつの積算計ごとに独立したハンマーを設けて、個別に調整可能としている。ひとつのハンマーに3つの仕事をさせるより、担当する仕事をひとつに限定してしまったほうが、結果的にパーツ数が多くなったとしても、個別の調整作業はずっと簡潔になる。さらに4401ではプッシャーとリセットハンマーを動かすレバーの間にテコを設けて、リセット動作をプル式に変換しているのだ。リセットプッシャーを押し込んだ際の、節度のある柔らかさも素晴らしい。
新しい巻き上げ機構について語ってくれたのは、設計開発を引き継いだデベロップマネージャーのルカ・ラッジである。先代のキャリバー3120が採用していたスイッチングロッカー式の両方向巻き上げは、高級機ならではの仕様とも言えるが、歯先が摩耗しやすいことも一方の事実だ。同社ではスイッチングロッカーの歯車にルビーを追加したり、ローター受けをセラミックボールベアリングにするなど、数度にわたる熟成改良を施してきたが、次世代機となる4302では、巻き上げ機構そのものをリバーサー式に改めた。もっとも、リバーサーそのものがアキレス腱になってしまう例は枚挙にいとまがないのだが、4302ではMPS社と共同開発したセラミックス製のワンウェイベアリングを採用して、剛性と信頼性を確保している。なお、このセラミックリバーサーの初採用はミレネリー4101だが、現在もオーデマ ピゲ向けのエクスクルーシブとなっている。

なお4302/4401では、ムーブメントサイズが14リーニュにまで拡大されたことで、基礎体力が大きく向上している。まず3120の6振動/秒から8振動/秒に振動数をアップして携帯精度を確保。また香箱のサイズが大きくできたことで、約60時間から約70時間にパワーリザーブを延ばしている。現代的なムーブメントとしては標準的な仕様だが、特筆すべきは主ゼンマイのトルクだ。3120に対して約2・5倍のトルクを主ゼンマイに持たせたことで、テンワの慣性モーメントは4・5㎎・㎠から、なんと12・5㎎・㎠にアップしている。テンワの振り角はT0の平姿勢で約300度、立姿勢では約260度。T24での振り落ちもそれぞれ10度程度と少ない。簡単に言えば、かなりの力持ちだ。
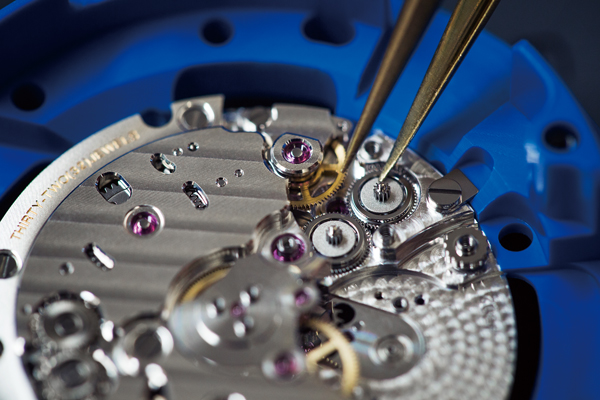
では、実際の製造現場に視点を移していこう。4302/4401のアッセンブリーは、工程を4段階に分けて行われる。4302の場合は、①まず香箱と巻き真、自動巻きへのトランスミッションなどを組み込むファーストステップ、②次に2番車からガンギ車までの輪列を組んでアガキ調整を行い、デクラッチとリバーサーを載せるセカンドステップを経て、③さらにアンクルとテンプを組んで調速を行い、④最後に裏輪列とカレンダーを載せる。4401も同様に4工程だが、①と②をまとめてひとりの時計師が担当し、③セカンドステップが調速、④裏輪列+カレンダーを経て、最後に積算輪列を組み付ける。①〜④までの工程を担当する時計師はローテーションするが、最後の積算計の組み立て調整は、現状、専任の時計師がひとりいるのみだ。

アッセンブリー後の歩度チェックは6姿勢。その後、ダミーダイアルと針を組み付けて、カレンダーのクイックチェンジが正確に行われているかをチェックする。ダミーダイアルにはカレンダー表示窓が3カ所設けられている点が面白い。
エクステリアマニュファクチュールでもある同社は、ジュネーブのサンクロードと、ル・サンティエの工業団地VICにケース工房を構えている。ジュネーブのほうが大規模だが、少量生産品とゴールド素材はすべてVICの受け持ち。コード11.59のケースは必然的に、すべてジュウ渓谷内で作られることになる。ここではブランク材からケースエボーシュを削り出し、9名のポリッシャーが最終仕上げを行い、ケース単体でのアッセンブリー完了までを受け持つ。なお、ラグのロウ付け工程のみ、面白いことにジュネーブが担当しているようだ。
完成したケースはル・ブラッシュに運ばれ、ムーブメントアッセンブリーが行われていたのと同じ部屋で、ケーシングが行われている。〝エグゾスケレット〞(外側の骨の意味、要するにギプス)と呼ばれるジグでケースを保護しながら、ローターとバックケースを組み付ける。













