(右)DW-5000Cの後継機が、DW-5600C-1である。1987年6月発売。当時の販売価格は9800円(税抜)。このモデルから防水表示が国内向けは「20BAR」海外モデルは「200M」と区別された。また暗所でも時間を確認できるようライトが追加された。
光成形技術により、欠品したベゼルを再生産
耐衝撃ウオッチ”G-SHOCK”の誕生35周年企画として、カシオ計算機(以下カシオ)は、初代G-SHOCKである「DW-5000C」とその後継機である「DW-5600C」を対象に、期間限定でレストレーションサービスを行う。期間は2018年11月1日 の9時から2019年1月31日まで。金額は9600円に配送料などを含めた1万1232円(税込)、交換対象は、べゼル・バンド・電池の3点。色はレギュラーモデルのブラックのみ。受付は専用のウェブサイト(https://casio.jp/support/repair/dw/)で行う。
1983年に発表された「DW-5000C」と87年の「DW-5600C」は、初出から30年以上が経ったため、修理用の外装部品が欠品していた。中古市場で部品は入手できるが、人気の高まりを反映して価格はかなり高い。対してカシオは、新しい「光成形技術」でベゼルの複製に成功。長らく不可能だったDW-5000CとDW-5600Cのベゼル交換に対応した。なおベゼルの製造はカシオビジネスサービスで行い、部品交換を含む修理はカシオテクノが担う。
興味深いのは、オリジナルの部品を忠実に再現した点だ。射出成形用の金型を精密に加工にすることで、カシオはG-SHOCKやプロトレックなどに使われる、樹脂部品の完成度を高めてきた。その結果、G-SHOCKのエントリーモデルでさえも、ケースからは金型のつなぎ目が目立たなくなり、エッジが立つようになった。しかし金型は製造費と維持費がかかるため、少量生産には適さない。
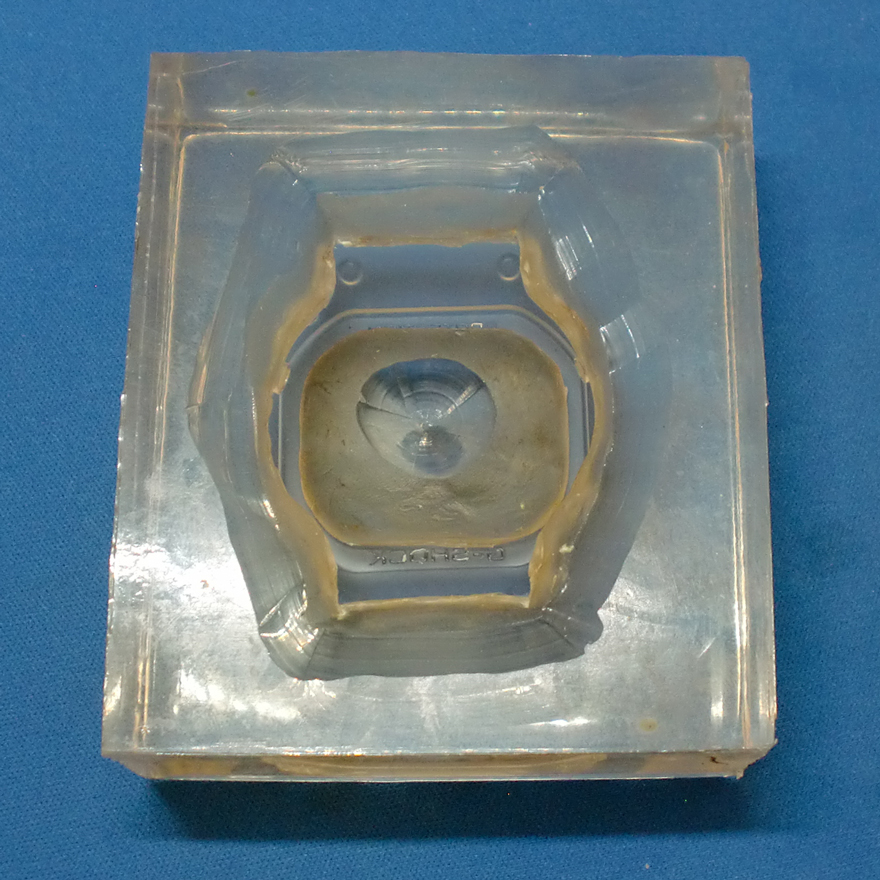
そこでカシオは、修理用ベゼルの新造にあたって、金属製の金型ではなくシリコン型を使う「光成形技術」を採用した。これは大量生産向きではないが、樹脂部品の少量生産には適している。3Dプリンターで作った部品と異なり、部品に積層構造がないため、そのまま製品として使えるほか、金型が不要なため、製造コストも押さえられる。またソフトなシリコン型で成形するため、オリジナルの形状もそのまま複写可能だ。現在、光成形技術の採用を検討するメーカーはあるが、時計業界での導入はカシオが初だろう。
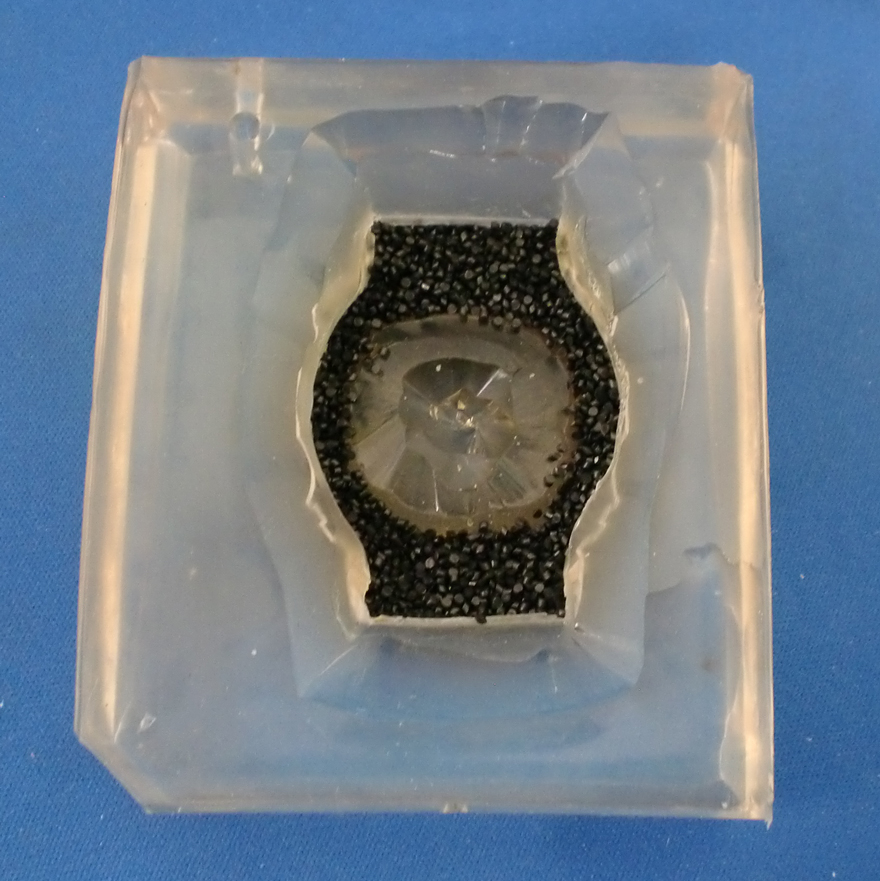
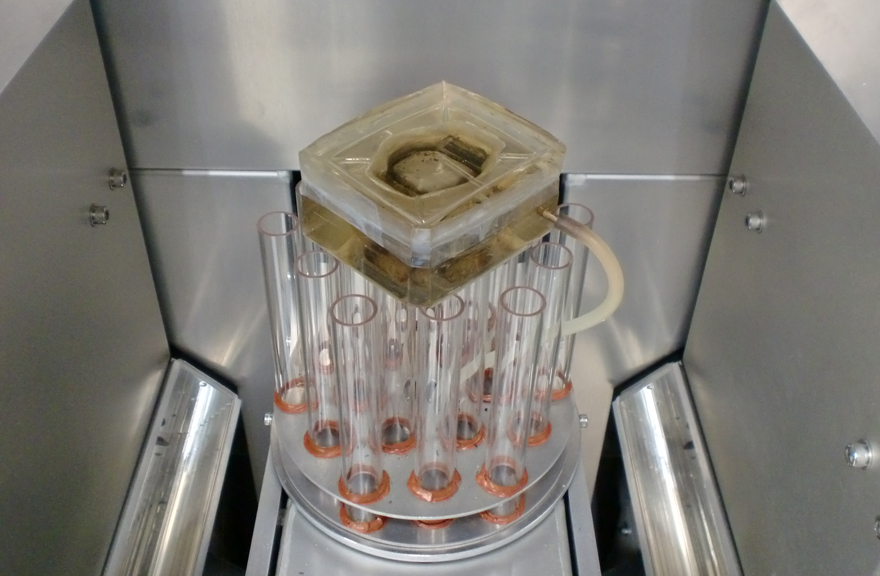
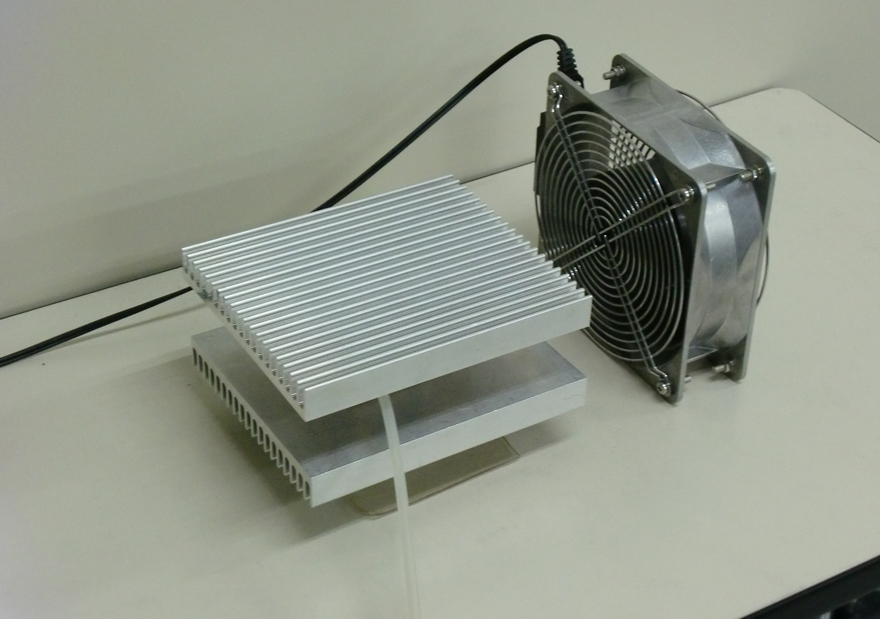
シリコン型の素材に選ばれたのは、光透過性のある透明なもの。成型したシリコン型に粒上の樹脂ペレットを挟み、そこに光を照射してベゼルを成形する。カシオによると、過去のモデルの修理依頼を受けても、オリジナルの金型がないため、外装部品の提供は不可能だった。しかし「金型を起こすほどの修理数が見込めないため、それ以外で外装部品を復元する手法を探していた」とのこと。同社はさまざまな手法を模索していたが、2年前に新しい「光成形技術」に着目。今回のレストアサービスで採用となった。
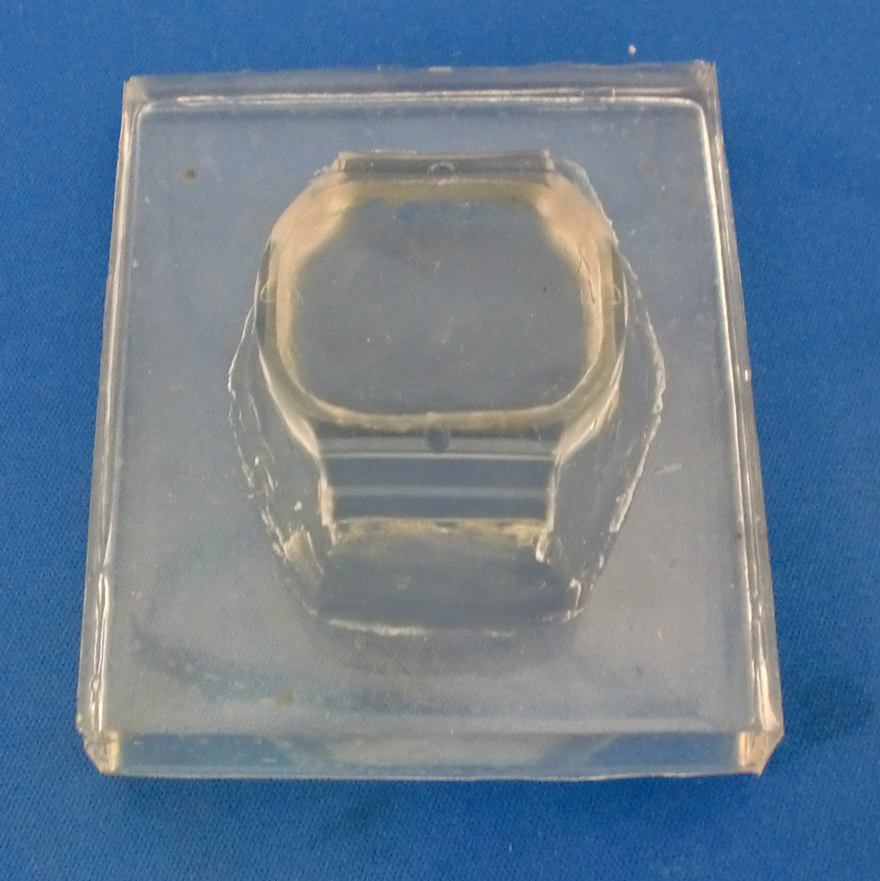
なおオリジナルのベゼルやバンドから型を取ったため、形状はディテールを含めてまったく同じ。また使われる素材も金型で成形するものと変わらない。ただ、成形部品にバリがあるため、手作業で取り除く必要があるほか、機械の調整に時間がかかるため、修理できる個数は、一日に数十個が限界とのこと。

「あくまで顧客サービスとして開始した」初代G-SHOCKのレストアサービス。他モデルへの対応も期待したいが、今後の予定は未定とのこと。また、現時点では商品の返却も国内に限られているため、海外からの受付には対応していない。今回の結果次第で存続が決まる、カシオの新しいレストアサービス。5000-Cや5600-Cをお持ちの方は、ぜひサービスを受けて欲しい。手間を考えれば、価格もリーズナブルだ。
ベゼル製造の工程




Contact Info: カシオ計算機 お客様相談室 03-5334-4869