洗浄を行い組み直す

すべてを分解し終えたら、ひとつずつ洗浄を行う。洗浄液に浸すだけでは固まった古い頑固な油は落ちないため、ブラシや尖った木の棒を使ってしっかり細かく磨く。洗浄液はトリクレン(トリクロロエチレン)。
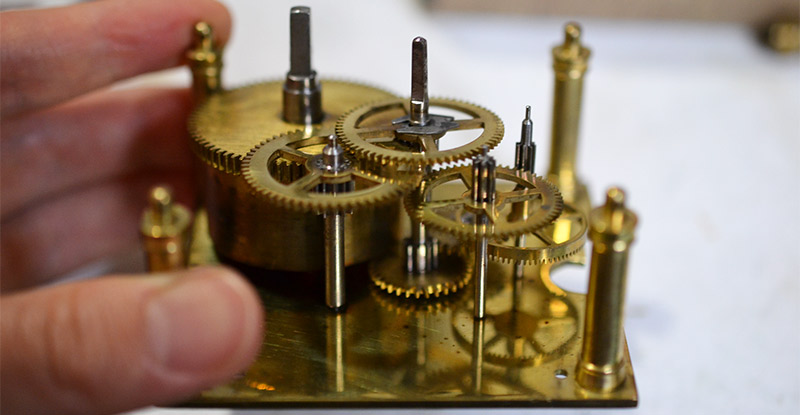
洗浄後、再び輪列を組み直す。汚れが落ちたため、輝き方が先ほどまでとは異なる。
香箱車から中間車を介した2番車にあたる3番目の歯車のホゾ上部が時刻合わせの突起となり地板からはみ出る構造となる。その反対のホゾ下部に分針が取り付けられる。またこの下部にもうひとつ歯車が重なり、これが筒車として時針が付く。
輪列機構を組み終えたらこの時点でザラ回し(確認のために大まかに輪列を回転させること)を行い、組み立ての確認を行う。ここまでで問題がなければすべての歯車がサラサラと回転する。
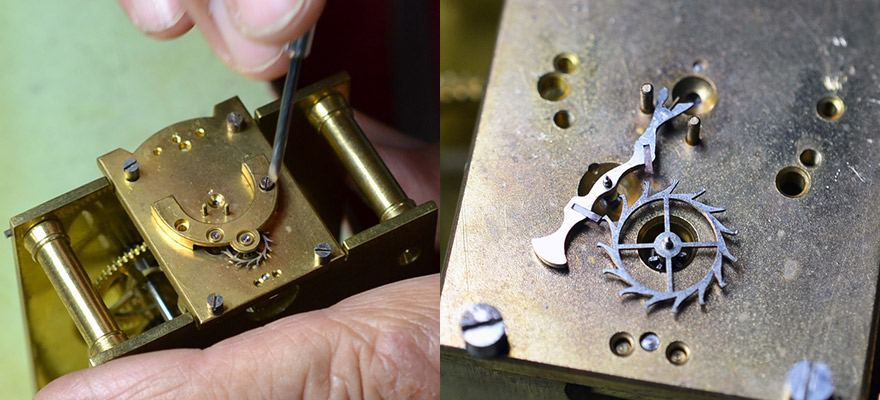
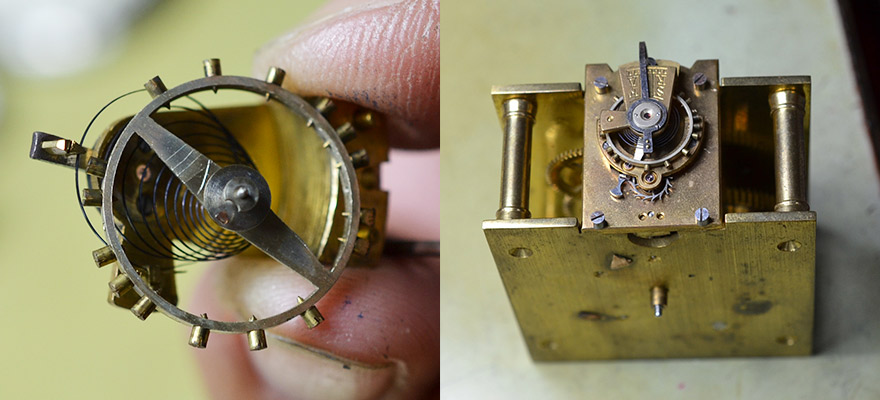
調速脱進機の組み立てへ。ガンギ車を置いたら、アンクルを組む前に受けを被せて、もう一度ザラ回しの確認を行う。ガンギ車のカナと歯車がちょうど良い間隔で噛み合っているかを確認するためだ。ふたつの距離が近すぎたり遠すぎたりしてうまく噛み合わないときには、調速脱進機を載せる地板ごと位置を動かして、ガンギ車のカナの垂れる位置を調整する。
なおアンクルの形を見ると、19世紀初頭より使われていたイングリッシュレバー脱進機が採用されている。
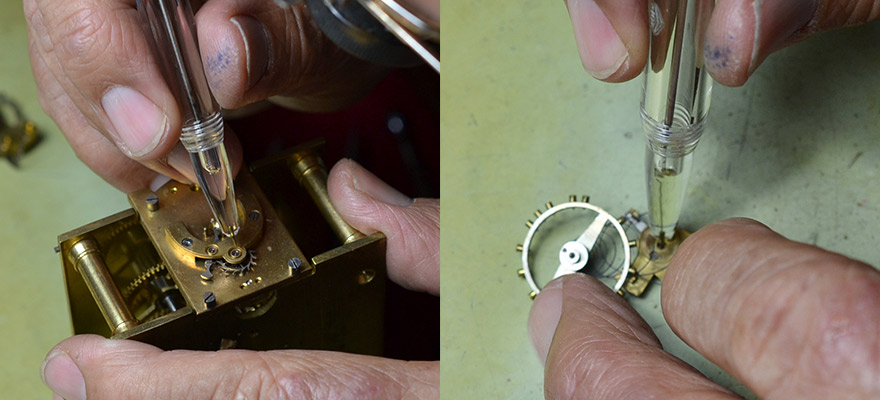
アンクルを組み合わせたらもう一度、確認作業を行う。ゼンマイを巻いて動力を溜め、アンクルの竿の部分をピンセットで軽くつついて動かす。ドテピンの間でアンクルがピッと移動すれば問題ない。確認後、注油作業。調速脱進機の穴石とテンプの穴石にオイラーを使って油を注す。
テンプの振り石をアンクルのハコの間に収めれば、組み立てが完了。地板と歯車の接触部に油をさす。
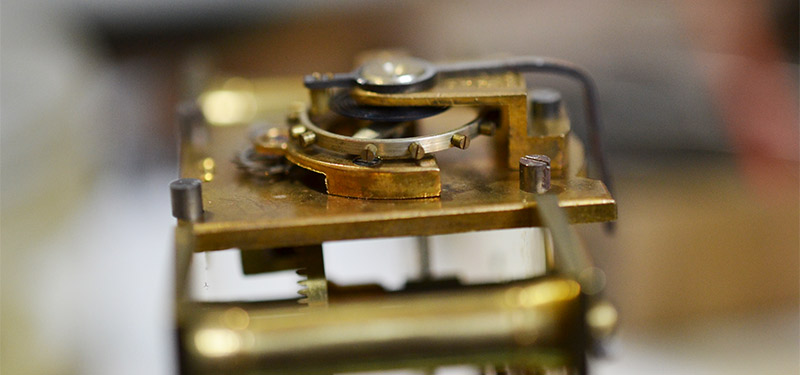
平ヒゲが地板に水平に組めているかを確認。問題ない。時計が再び、ゼンマイの力で動き始めた。
過去、修理をしたと思われる痕跡
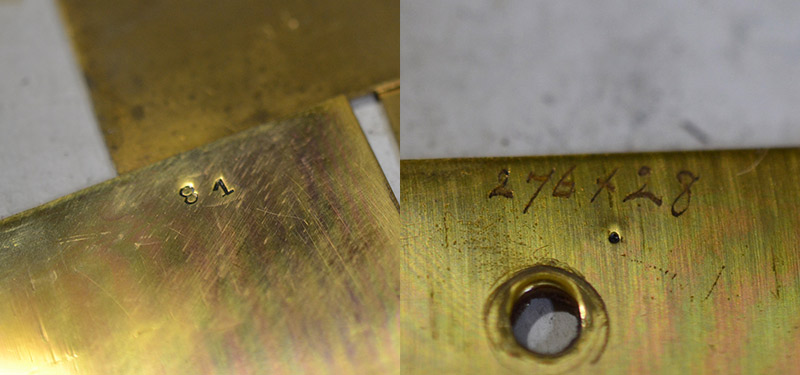
外装を組み立てていく。側面2枚と底面の1枚、4本の柱にはそれぞれ「81」のシリアルナンバーが刻印されていた。それに対して側面には「276✳︎28」という数字と記号が刻まれている。これはおそらく過去に修理された時に、担当の修理士が自身の記録用に手彫りで記したものだろう。

風防とレザーケースに使われていたガラス板も洗剤で水洗いし、完成。鏡のような輝きを取り戻し、時計は持ち主の元へ戻っていった。
今回のオーバーホール費用は1万5000円。1日密着させていただいた水谷時計修理工房の水谷さん、ありがとうございました。
修理工房情報
住所:兵庫県神戸市中央区下山手通4-11-7-102
電話:078-391-6110