2000年に時計師としての人生プランを立てた、と語るフランソワ-ポール・ジュルヌ。マニュファクチュールになること、直営ブティックを作ることなどなど。その中のひとつが、ブラックウォッチである。2025年に発表された「クロノメーター・フルティフ」は、単なるオールブラックではなく、ジュルヌらしい新機軸を満載した時計である。

Photographs by Eiichi Okuyama, Yu Mitamura
広田雅将(本誌):取材・文
Text by Masayuki Hirota (Chronos-Japan)
Edited by Yukiya Suzuki (Chronos-Japan)
[クロノス日本版 2026年3月号掲載記事]
成熟を極めるF.P.ジュルヌの到達点 ─クライマックス─

「フルティフ」とは「ステルス」を意味するフランス語。静かな佇まいを持つが、タングステンカーバイド製の外装に、アンスラサイトグレーエナメルの文字盤と、センターセコンドムーブメントを持つ超大作だ。プロトタイプに比べて、針の色味などが改良された。手巻き(Cal.1522)。21石。2万1600振動/時。パワーリザーブ約56時間。タングステンカーバイドケース(直径42mm、厚さ9.3mm)。3気圧防水。価格未定。
直径40mmの薄いケースに、高精度の手巻きムーブメントを載せ、加えてアイコニックな造形を持つクロノメーター・スヴラン。パッケージに優れるうえ、平凡からはほど遠い本作は、多くの時計好きにとっての「聖杯」のひとつであり続けてきた。そんなクロノメーター・スヴランに追加されたのが、まるで異なる佇まいを持つ「クロノメーター・フルティフ」だ。
創業以来、類を見ないムーブメントを作り続けてきたF.P.ジュルヌ。しかし、近年は文字盤やケースなどにもいっそう注力するようになった。とはいえ、製造が極め付きに難しいアンスラサイトグレーエナメルとタングステンカーバイドを選んだのは只事ではない。フランソワ-ポール・ジュルヌはこう語った。「新しい素材を使いたかったので、セラミックスやタンタルも試したし、シャネルと共同でブラックセラミックスの開発も行った。この計画は流れてしまったが、今思うとやめて良かったよ」。

セラミックスの代わりに選ばれたのが、硬くて重いタングステン合金だった。計画が始まったのは2022年。ジュルヌはまずチタンでプロトタイプを作り、着用テストをしたうえで、10カ月かけて製品を練り上げていった。
ちなみにクロノメーター・フルティフの発表に先立って、ジュルヌはオンリーウォッチのために「クロノメーター・フルティフ・ブルー」を製作した。その構成は製品版にほぼ同じだが、文字盤がブルーエナメルで、ケースもタンタル製だった。今思うと、このモデルは、より加工の難しいタングステンカーバイド素材に向けてのテストケースだったのだろう。

本作の印象をいっそう強調するのが、アンスラサイトグレーエナメルの文字盤である。「長らくエナメル文字盤をやりたかった」ジュルヌは、そのために同社初となるセンターセコンドのレイアウトを採用した。「スモールセコンドだと層が増えて、厚いエナメル文字盤を載せるのは難しくなるからね」。外装ありきで時計を製作するジュルヌは、文字盤のために中身を新造したのである。
「文字盤の色味はケースに合わせて決めたよ。そしてインデックスやロゴなどはレーザーによる彫り込みだ」
その狙いは、フルティフ、つまりステルスであるため。時計を自分の方に向けない限り、針やインデックスは埋没して、時間を読み取るのが難しい。ジュルヌはステルスであることを強調すべく、レーザー彫りのエナメルという新手法を盛り込んだのである。

本作が載せるムーブメントは、クロノメーター・フルティフ・ブルーと同じもの。センターセコンドというだけでなく、ムーンフェイズとパワーリザーブ表示が付いたものだ。4番車が中心にあるダイレクトセコンドを選んだのは、針飛びを抑え、輪列をコンパクトにまとめるため。空いた余白を活かして、ジュルヌはムーブメントの造形をいっそうシンメトリーに整えた。

このモデルで感心させられたのは、全く破綻のないパッケージだ。重さ250gになんなんとする腕時計だが、ケースが薄く、重量バランスに優れるため着け心地は軽快だ。しかも、研ぎ上げたアンスラサイトグレーエナメル文字盤の仕上がりは控えめに言っても現行品で最良である。その価格は、普通の3針としては極め付きに高価になるだろう。しかし本作には、間違いなくそれだけの大枚を払う価値がある。

マニュファクチュール F.P.ジュルヌ最前線
年産1000本程度という規模にもかかわらず、F.P.ジュルヌは内外装のほとんどを内製できるマニュファクチュールである。しかも、単に部品を作るだけでなく、ゴールド製のムーブメントやタンタル製の外装、極めて発色の良いラッカー文字盤といった、他社もうらやむものを手掛けてきた。そんな同社が総力を傾けて創り上げたのが、極めて難しい素材を満載した「クロノメーター・フルティフ」である。

「最高でなければやる意味はない」と語るフランソワ-ポール・ジュルヌ。クロノメーター・フルティフを可能にしたのは、言うまでもなく、マニュファクチュールの成熟にある。
ジュネーブの旧市街にある本社工房では、まさにクロノメーター・フルティフが製作中であった。搭載するキャリバー1522は、クロノメーター・スヴラン用のキャリバー1304を全面的に改良したものだ。ムーブメントの直径は30.40mmから33.50mmに拡大。厚みも4.0mmから5.9mmに増えている。加えて、厚さ0.7mmのエナメル文字盤を載せたにもかかわらず、ケースの厚みはスヴランの8.6mmからわずか0.7mmしか増えていない。硬いタングステン合金を使えばこその薄型化とも言えるが、ジュルヌはケースの設計においても、さらに進化を遂げたと言えるだろう。ムーブメントが大きく厚くなった理由は機能が増えたため。4番車を中心に置いたダイレクトセンターセコンドを選び、6時側にムーンフェイズ表示を、12時側にパワーリザーブ表示を加えた1522は、スヴランの系譜にはあるものの、別物のコンプリケーションと言って良い。

とはいえ、このムーブメントの性能はクロノメーター・スヴラン譲りだ。そもそもジュルヌは、精度は出すが、テンプの振り角を270度から280度に抑えるアプローチを好んできた。振り当たりを嫌う彼からすると当然だろう。しかし手巻きのクロノメーター・スヴランでは、精度を高めるために振り角を310度から320度まで上げ、さらにダブルバレルの採用でテンプの振り落ちを抑えた。
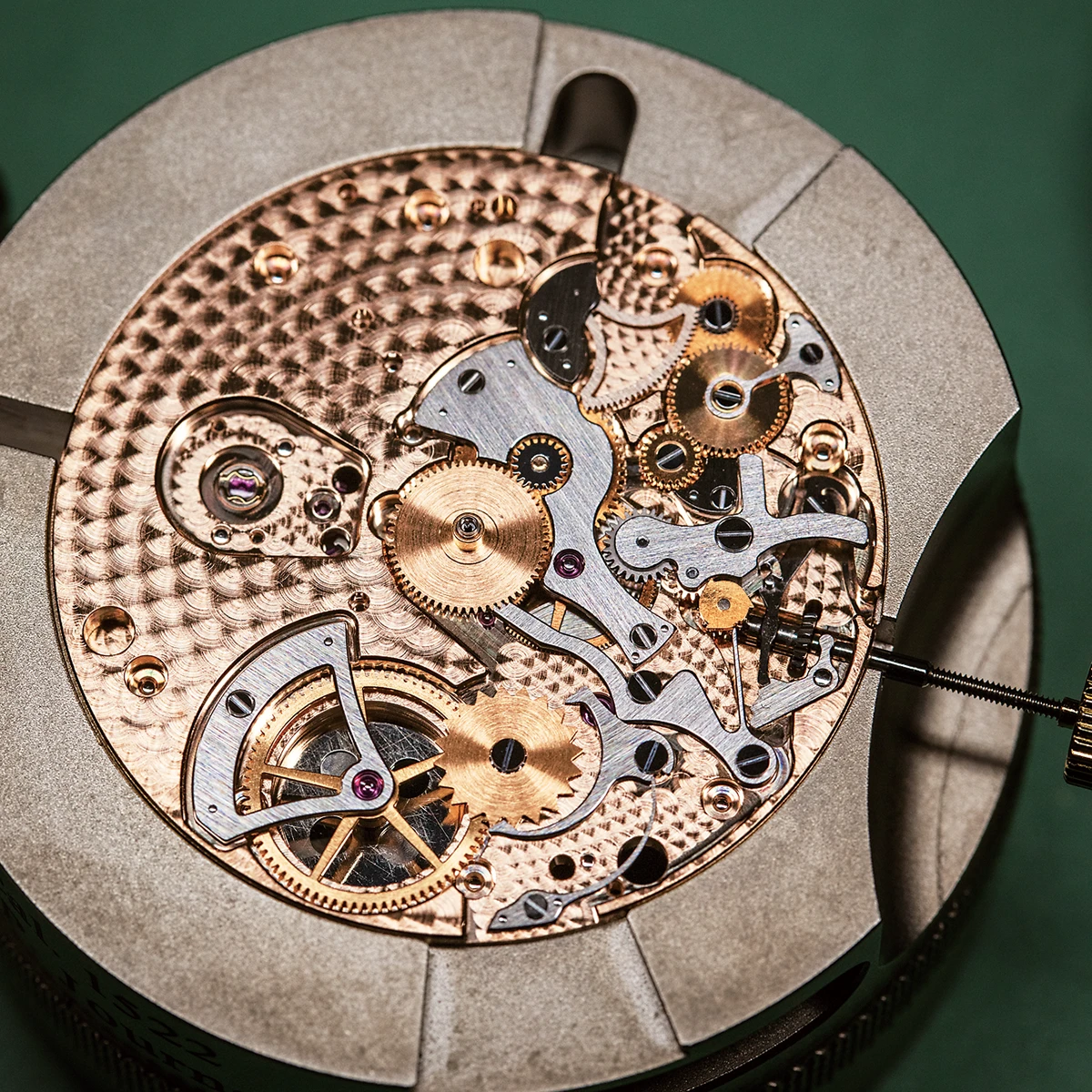
フルティフの1522も同様である。約56時間のパワーリザーブも、10.10㎎・㎠という比較的大きな慣性モーメントを持つテンワも同じである。しかし振り角を見ると、全巻き時ではなく12時間後の水平姿勢で320度と、むしろ改善されている。このモデルは、見た目だけスヴランに似せたモデルではなく、正真正銘、クロノメーター・スヴランの系譜にあるモデルなのだ。
もっとも、その製作は普通のクロノメーター・スヴランよりも難しい。4番車から伸びた軸は長いため、15分位置ごとに針の平行度を確認する必要がある。また、エナメル文字盤の土台と脚には、シルバーではなくゴールドを使っているため、ムーブメントに固定する際に強く締めると割れてしまう。組み立てに携われる時計師が限られるのは当然だろう。

ジュルヌが「タンタルよりもはるかに難しかった」と語ったタングステンカーバイド製の外装。炭素とタングステンを1400℃から2000℃の温度下で反応させて出来るこの素材は、密度は金とほぼ同じで、硬さは鋼の約3倍に当たるHV1600もある。あるメーカーがケースを打ち抜くための金型に使っていると聞けば、加工の難しさは想像できるのではないか。「普通のタングステンカーバイドはHV1600もある。しかしこの硬度だと、30個穴を開けるとツールが駄目になってしまう。そのためニッケルを少し加えて、HV1350まで落とした。ニッケルを含むとアレルギーの可能性があるので、外装の表面にはコーティングを施した」(ジュルヌ)。
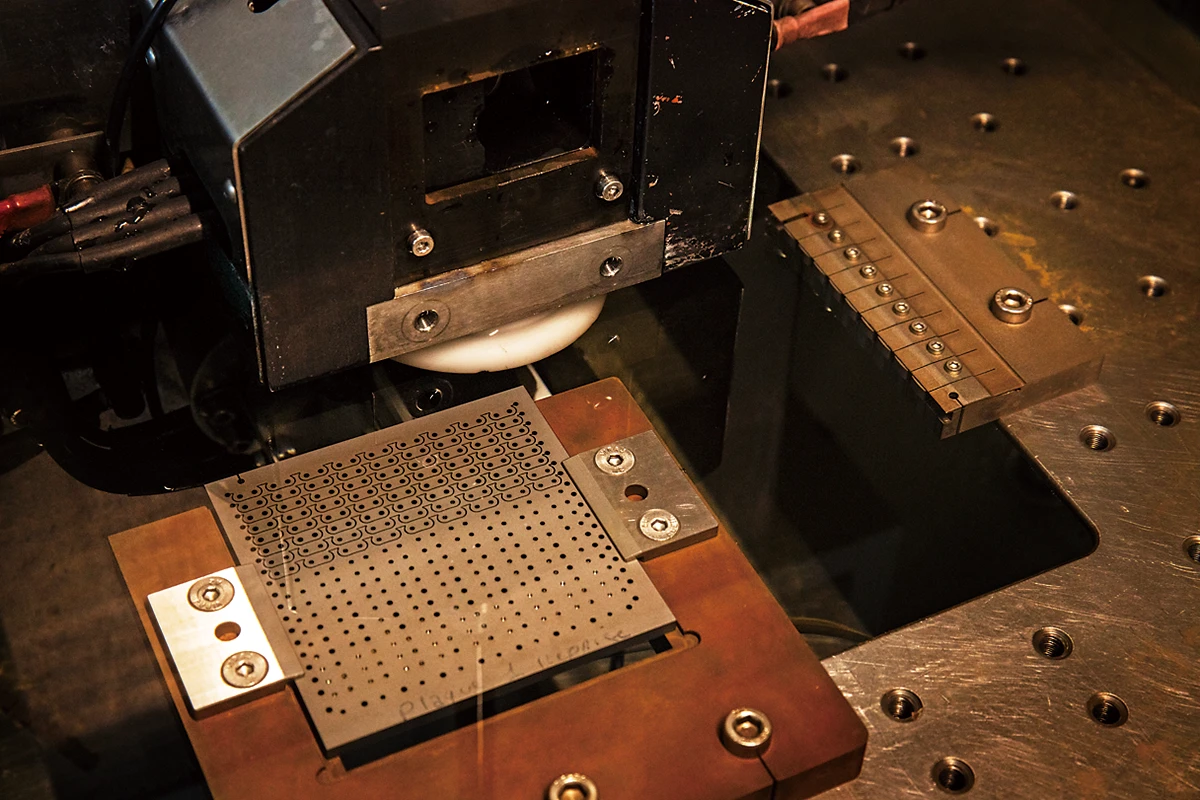
「タングステン製の外装なんてできないと思ったよ」と語るのはF.P. ジュルヌのケース工場であるボワティエ・ジュネーブの担当者だ。「とにかくこの素材は難しいんだよ。プロトタイプ用に外装を作ったが、数を作らねばならないので、現在は製造プロセスの最適化を進めているところだ」。
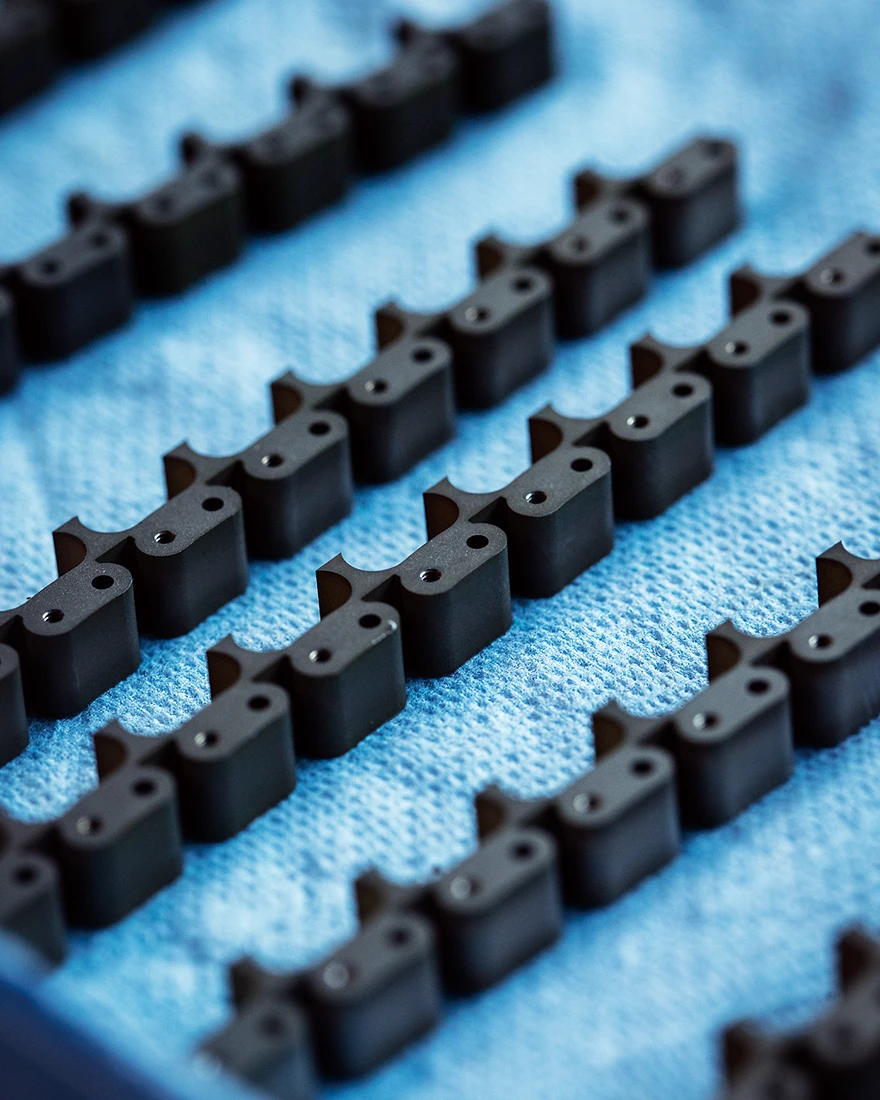
プレートの状態で納入されたタングステンカーバイド素材は、ワイヤ放電加工機で大まかな形に加工された後、切削のプロセスとなる。その後、マイクロブラストやサンドブラストなどの表面加工を行い、ダイヤモンドツールで面取りを行っていく。「素材が硬いので切削の速度を上げるとツールが壊れる。そこで速度は普通のものと同じにした。ゆっくりにしか削れないので、作業時間はプラチナの10倍かかってしまう」。しかも、削るためのツールの先端に使われるのは、ダイヤモンドより硬い特別な素材を使った特殊なものだという。「ツールが折れても、特注品なので納品には8週間から10週間程度かかる」(ジュルヌ)。2023年の「クロノメーター・フルティフ・ブルー」で、F.P. ジュルヌはタンタル製の外装を完成させたが、担当者曰く「タングステンカーバイドの外装は、タンタルの比じゃないほど難しい」。


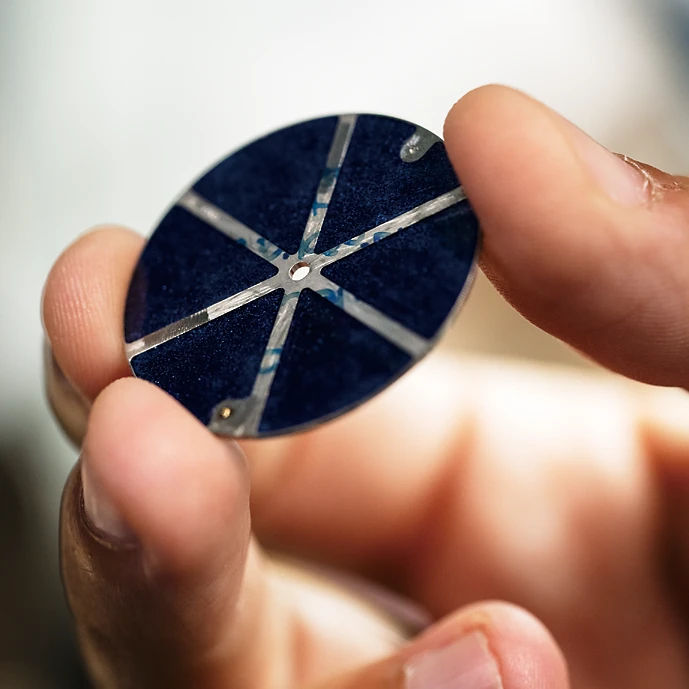
この外装に組み合わされるのが、アンスラサイトグレーエナメルの文字盤だ。そもそもエナメルは良質なものを得るのが難しい。加えて、アンスラサイトグレーになると色が安定しないため、さらに作るのが困難になる。しかも、ガラス質の釉薬を幾層も重ねるエナメル文字盤は、薄く作るのが難しい。しかし、20年からエナメルの自製に取り組んできたF.P.ジュルヌは、無欠とも言えるエナメル文字盤を完成させた。もっとも担当者は「(最終的な)歩留まりは良くて25%」とこぼす。

エナメル文字盤に使う地板は普通、厚さが1mm程度。しかも表だけでなく裏側にもエナメルを塗布して焼き上げる。加熱時の歪みを抑えるためだ。対してF.P. ジュルヌは、極薄のゴールドを地板に使い、文字盤の厚みを0.7mmに収めた。どうやって変形を抑えているのかを聞いたところ、企業秘密とのこと。果たして、裏側にも釉薬を塗布する古典的なエナメル文字盤の作り方で、どうやって文字盤の厚みをわずか0.7mmに抑えたのだろうか?

エナメルの焼成にも工夫がある。これは高温で焼く正真のグラン フー エナメルだが「温度が高すぎると、エナメルが割れる可能性がある」。温度も多少異なるのだろう。釉薬を1層塗っては焼き、さらに塗っては焼きというプロセスを4回繰り返して、文字盤に色を定着させていく。黒に近い色が難しい理由は気泡やホコリなどがあると目立ってしまうため。そこで焼き入れのたびに表面を削って調整するという作業を繰り返す。完成したら再び炉に入れて「火艶」を加え、紙、フェルト、液体などで表面を研磨して完成となる。ちなみにロゴやインデックスのレーザー処理はサプライヤーによるものだ。


意外だったのが色である。筆者はてっきり黒だと思っていたが、黒ではなく非常に暗いグレーだという。薄く施せば色が薄くなり、色を濃くしようと思えば厚くなるとのことだが、わずか0.3mmのエナメル層で、深みのあるアンスラサイトグレーが出るとは驚きである。
設計、組み立て、部品製造と、F.P. ジュルヌの総力が結集したクロノメーター・フルティフ。今やF.P. ジュルヌはムーブメントだけでなく、外装でも語るべきメーカーとなったのだ。